
Lifting Column : Product Features
- Simple horizontal or vertical transport
- Positioning for filling and discharging of containers, drums and product containers for fluid bed equipment
- Positioning of equipment
- No dead angles and protruding screws
- Easy to maintain, operate and clean
- Restricted exposure of raw materials to remove the risk of cross contamination
- Design fully complies the FDA and cGMP requirements
- Ensures safe operation
- Applicable to various containers including IBC bins



Lifting Column : Product Description

Senieer lifting column also named pharma lifter for bin, lifting columns features a unique technology such as a vacuum feeding system, chassis trolley, inversion system, telescopic post, hydraulic system, lifting drum, etc. , lifting, positioning, transport, turn and rotate as needed.
The lifting equipment is a kind of process equipment used for production that adopts hydraulic driving, motor driving and variable frequency control principle and integrates lifting and cone mill. It is mainly composed of rotary limit chassis, column, lifting mechanism, and hydraulic systems, and etc. It is the most commonly used for solid material(powder and granules) transferring and charging in pharmaceutical, chemical and foodstuff processing industry,etc.
Senieer boosts the efficiency and mobility of your handling systems. We provide a range of equipment for modern and effective product handling that includes a great variety of mobile and stationary lifting and discharging devices. It can work with Bin Blender, tablet machine, and capsule filling machine.
Online Sieving/Milling
It moves along the lift column.
When not in use, the Sieving/Milling can be swiveled to a side, so that the powder will be suctioned directly from Fluid Bed into the IBC.
Validation
Each sensor has relevant port for calibration. Display has a page for user’s validation.
The equipment is used in the container transport and raw material discharge processes. The Senieer lifter securely attaches to equipment, such as production equipment and packaging equipment.
Senieer pharma lifters fully comply with the FDA/cGMP conditions for production of pharmaceutical products. It is widely used in pharmaceutical industry, raw material industry, food industry, health food Industry, chemical industry and cosmetics industry for conveying solid materials.
IBC Lifter
Connected to every equipment used for pharmaceutical production, this equipment is used to discharge raw materials contained in the IBC.
Connect the IBC to it is fork, and use HMI to lift. When the IBC reaches its fixed position, turn it manually or automatically to the connecting position with the production equipment or packaging equipment.
Drum Lifter
Connected to every equipment used for pharmaceutical production, this equipment is used to discharge raw materials contained in the drum.
Connect the drum to this conical adaptor and clamp shut.
Use HMI to lift it up. The drum at its fixed position automatically tilts 180° (turning) and it automatically turns to the connecting position with the production equipment or packaging equipment.
Mobile Lifter
This equipment is designed to transport, load and discharge raw materials in/on/form the IBC or the drum.
Senieer is a professional Lifting Column manufacturer in China, our clients are proud of our lifting columns super quality. we are continually seeking new technology to fill needs that have not yet been met. Senieer valued clients, with urgency and sincere interest in meeting your requirements. We persist driven to satisfy, driven to deliver column lift that exceed your expectations in price, quality, and delivery.
You need a custom lifting column for replacing bin or standard bin blender, welcome request a quick quote on our bin blenders for your test now.
Why Global Companies Trust Senieer
CEO Note
Hey! This is Nikki. Thanks to visit our website, and I hope to be a friend with you here. We are pharmaceutical equipment and machine manufacturer over 30 years, I would like to share our experience in this field, and any questions you have about pharmaceutical machinery. I’m happy to help you.
I provide free consultant for many clients, and if you need any help on pharmaceutical products for booming your business, reach me any time with below button.







Need Any Help
We address your technical needs, and tell you what we can offer.
The Ultimate Guide to Column Lifting Equipment
Are you looking for a cost-effective lifting column equipment?
Today, we want to share our knowledge on pharma lifting devices, —used for online milling & sieving, transferring materials in between machines, among other tasks!
Get set to learn how lifting column machines work, the different types, and their main parts.
Our pharma lifting devices are high-quality, reliable, safe, efficient, and certified.
So let’s get started:
Why lifting columns are the best solutions for handling of bins & drums in the Pharma Industry
Walk into any modern pharmaceutical, health product, food, or chemical factory, and you’re bound to find several column lifting devices.
Is there any need for using a lifting device?
Well, the alternative would be utilizing human manual labor to haul and lift heavy IBC bins & drums. This creates inefficiencies, and gives rise to challenges such as the risk of injury, cross-contamination, etc.

With lifting column equipment, handling & transfer processes are much more ergonomic, cheaper, safer, quieter, and scalable. Do you agree that pharma lifting devices are absolutely necessary?
Great:
Next, let me introduce you to Senieer’s line of lifting column equipment for the pharmaceutical industry!
Chapter 1: Senieer’s Lifting Column Equipment (models) types
You can find Senieer’s pharma lifting gear in many pharmaceutical companies around the world. With over 30 years of direct manufacturing experience, we produce some of the best pharma lifting equipment.
They boost excellent features such as:
- Stable during long periods of use, needing little maintenance
- Relatively quiet during operation – producing low noise levels of below 70dB.
- Complainant with FDA, CE and cGMP requirements.
- Simple to clean with no dead angles or screws sticking out
- Safe and easy to operate
- Adaptable with many bins, bowls, and drums
1.1 LHF Pharma Lifter for Bins

Senieer’s LHF Pharma Bin Lifter allows you to lift IBC bins, position, and discharge their contents. For instance, in the feeding of blended granules into the capsule filling machine or tablet press.
Since IBC bins come in all sizes from small to large containers, —we offer different models in our LHT series.
Our starting model has a rated lifting weight of 80kg, and the LHF-1000 is capable of lifting a load of 1200kg. If you have large containers beyond this range, worry not. Senieer will customize your pharma lifter as per your requirements.
How does the LHF pharma bin lifter for bins work?
It’s simple to operate: the lifting motion is initiated by a press of a button. At the designated position, the chassis rotates and aligns the bin to the charging equipment.
It then lowers the IBC bin. After its interlocked with the receiving equipment, the butterfly valve is opened pneumatically. The bin is then emptied.
Main features
- Fixed on the factory floor
- Column can turn 360oC, and lifting crotch has a turning angle of 180oC
- Comes with a height stopping device
- Low working noise of <70db
- Equipped with linear vibration to facilitate quick discharge
- There are no wires or screws sticking out
- Sufficiently water-proofed
Suitable for
Our LHF bin lifter is commonly used in pharma industries, and mainly to mount an IBC bin with finished granules on top of a tablet pressing machine or capsule filler.
But since IBC bins are also used in other industries like food processing, this single column pharmaceutical tipper is very adaptable.
You can learn more about LHF Pharma lifter series here.
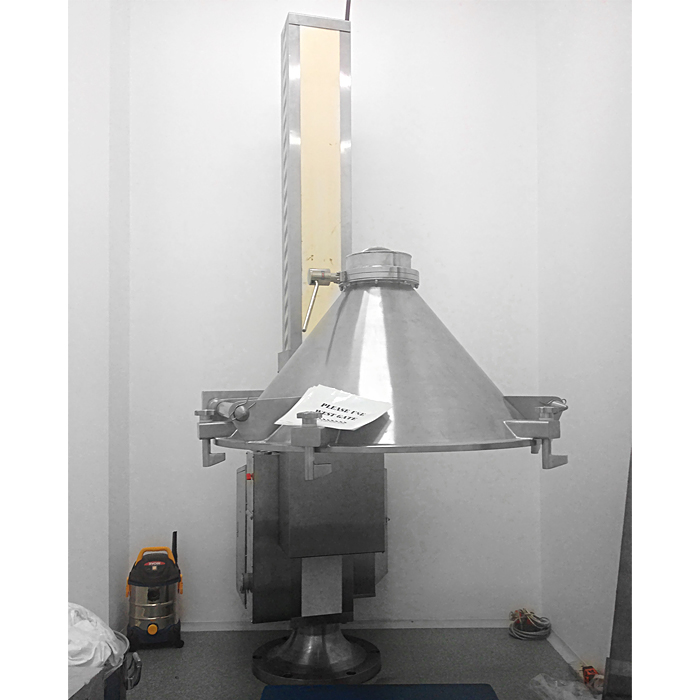
1.2 LHM Pharma lifter (with cone mill)
In addition to lifting, inverting, and swerving FBD and FBG bowls during discharge processes, Senieer’s LHM pharma lifter has more capabilities. And it’s all thanks to its integrated cone mill.
Now, you can use this single column tipper lifter to:
- Transfer dry granules from the fluid bed dyer into the bin blender or coating machine.
- Transfer dry granules from a fluidized bed granulator into the bin blender or coating machine.
- Mill and sift granules
Here you can see an image of an FBD bowl. Notice how different it is from an IBC bin.
Main features

Parts of Senieer’s LHM lifting column also called the cone mill hoisting lifting column include:
- Support System – its main components are the base (used for installation & positioning) and the post (that forms the chassis or the machine’s framework where other components like the braking system can be fitted). All components of the support system are made from high-quality stainless steel.
- Lifting system – It consists of the power and lifting sections. The required lifting force is provided by means of hydraulic fluid. You’ll find other lifting components enclosed in the post, such as the chains, lifting cylinder, sliders etc.
- Rotary system – consists of a rotary motor, gearbox, and fork. The fork joins the gearbox to the bowl allowing the transfer of rotating power.
- Cone adapter – locks the cone and bowl tightly. It does this using lock levers.
- Milling system – consists of the milling device (whose main components are the milling blade & mesh). And the right-angle mill drive used to run the milling impeller.
- Control & electrical system – it consists of the electrical components such as the contactor, sensors, etc. Senieer’s offers a simple control panel with clearly marked buttons and indicators such as Left turn, Right turn, MILL ON, ON & OFF switches, Discharge level indicator, etc. We also provide an emergency stop button with an independent emergency loop. Pressing the emergency stop button immediately cuts off the power supply, allowing quick stoppage of moving parts.
- Hydraulic system – it generates the required lifting force by pressurizing a hydraulic fluid. Its main parts include the motor, oil pump, pressure control valve, direction control valve, flow control valve, etc. You can easily control the lifting & falling speeds. But we adjust the pressure and working speeds for optimal performance, before the lifting column leaves our factory, so you don’t have to configure them again.
How does the LHM Pharma lifter with cone mill work?
Watch process video:
Your first-line operator will have an easy time learning how to use Senieer’s LHM Pharma lifter.
To start off, the FBD bowl is wheeled into place and locked into the cone. Operation starts by pressing the ‘oil pump on,’ button and pushing the operating lever to the lifting position.
Once the braking position is reached, pressing the “Left Rotation or “Right Rotation” button starts the rotary motor. When the bowl is aligned with the next processing equipment, it’s lowered down to the discharge level.
And on the control panel, the Discharge level indicator turns green once this position is reached. When the outlet of the cone is locked into place, and no material is leaking between the joints, the butterfly valve can be opened to allow discharge.
The come mill may be activated by pressing the “Mill On button.” As you have seen, it is quite easy to use the LHM lifting column for FBD bowls.
Advantages
Stainless steel source
- We use austenitic stainless steel (a type of stainless steel alloy) on all parts except the post.
- With no dead angles, it’s easy to clean.
- The lifting column is fully compliant with GMP requirements.
- Parts that come into contact with the material being conveyed are highly polished to a surface roughness of Ra0.2.
- The front part of the lifting column (post) where the lifting arm groove is edged in can expose the inner lifting components to the working area. We isolate it using polyester cord preventing any pollution from the inner components. This ensures compliance with GMP requirements.
- Different LHM models are available for different lifting weights
- The rotary motor is low speed & high torque, with long working life.
Suitable for
Transferring bulk materials in between process equipment, particularly where online milling & sieving is necessary.
You can order the LHM pharma lifter for your existing pharmaceutical line and we’ll customize it based on your requirements. It’s also suitable for food, chemical and other industries.
You can learn more about our LHM lifter here.
1.3 LHT Pharma Lifter for FBD Bowl (without cone mill)
Senieer’s LHT pharma lifter is offered without an integrated cone mill. It is an in-line fluid bed bowl lifter, meaning that you can use it to transfer granules from a fluid bed dryer, or fluid bed granulator into the next process equipment.
We avail it in different models, giving you more choice. Models include the LHT-200, LHT-300, LHT-500, LHT-800 and LHT-1000. They have a rated lifting range of 200kg to 1000kg.
Main features
- Hydraulic powered lifting column that lifts the rated weights per model excluding the weight of the cone cover.
- Pneumatically operated butterfly valve that can also be opened manually to allow discharge
- 180° rotation of the fork/crotch to turn the bowl upside down
- The whole column can turn at 360°
- Parts that come into contact with the product such as the conical cover are made using austenitic steel, and parts exposed to the process area such as the lifting column adopt stainless steel 304
- There are no visible screws on the surface or dead angles on the butterfly valve, which prevents residue build up
- Roughness degree of Ra≤0.2μm on inside surfaces, and Ra≤0.4μm for the exterior surfaces
- Fully compliant with GMP requirements, and CE certified
How does the LHT Pharma Lifter for FBD Bowl works?
Similar to our LHM Pharma lifter with cone mill, this lifting equipment can only be secured to FBD & FBG bowls.
First, using a movable trolley, the operator positions the FBD bowl under the lifter.
Next, the mouth of the bowl is clamped using the cone adapters to the conical cover.
The assembly is lifted to allow the bowl’s trolley to be wheeled away.
After that, the assembly is lifted until the specified height is achieved. You can set this height with the braking system.
The assembly is then turned at 180°. The operator then rotates the column’s fork to the right or left, until its outlet matches up to the inlet chute of the process equipment.
Connecting the two equipment follows, and once the joint is deemed secure & leak-proof, the butterfly valve is opened, and material flows out.
Advantages
- Lowers dust pollution, labor used and reduces cross-contamination
- Comes with an automated pneumatic discharge valve
- You get emergency stop buttons for quick stoppage
- The hydraulic system is designed for reliability & power. We also optimized it with the best speed settings before it leaves our factory.
- Provides stable, simple and quick clamping of FBD bowls
Suitable for
While it’s mostly used in pharma industries for the preparation of solid dosages forms, you can also use it in chemical, foodstuff industries e.g. bakeries, etc.
You can learn more about the LHT pharma lifter here.
1.4 LHY Moveable Drum Lifting Column

Moveable lifting column
Also called the mobile lifter, or the pharmaceutical drum lifter: Senieer’s LHY moveable drum lifting column makes it stress-free to move your drums across your factory floor.
It’s operator friendly. Stable yet slim, which gives the operator optimal load visibility. This crucial aspect of lifting column design boosts safety and minimizes accidents.
The LHY movable drum lifting column handles a variety of tasks including feeding granules into a tablet press machine, vacuum conveyor, bin blender or tablet coating device, among other roles.
You simply move it to where it’s needed!
We offer two LHY pharma drum lifting column sets; the LHY-50 and LHY-100. Their rated lifting weights are 50kg and 100kg, respectively. They can work for 24/7 coping with continuous lifting, inverting, swerving, and lowering operations.
Main features
- Movable trolley with a high-quality pivot wheel that turns 360°
- Hydraulic powered lifting system for vertical lifting. Electrical rotary system for horizontal swerving
- Integrated control panel
- Discharging valve has a safety device to avoid misoperation of the valve ensuring safety
- Up to 130kg of maximum lifting weight
- Telescopic post
- Compliant with current Good Manufacturing Practices (cGMP) as defined by the US FDA
- Deadman switch – a switch that brings the machine to a stop instantly in case the operator is incapacitated
How does the LHY Moveable Drum Lifting Column work?
You move the loaded drum in place and lock it into the cone adapter. The drum is raised and inverted 180 degrees until it’s upside down.
You then maneuver the pharma drum lifter to the discharge equipment. It can be in the same room, or a separate part of your factory.
You lower the drum to the discharge height, fix the outlet of the assembly to the inlet chute of the next process equipment, and open the butterfly valve.
After feeding, you disconnect & close the feeding valve, and raise the drum. You then turn the empty drum right side up again before lowering it into its trolley.
Advantages
- The lifting column design has been based on a lot of research and adopts the best foreign technology
- Simple to learn and use
- There are no dead angles or visible screws
- Quick to dismantle the discharge valve & conical cone for cleaning
- All the power and air lines are enclosed & protected
- The cone adapters create exceptional seals with no leakages
- Gentle and smooth operation
- Offers more accuracy since it’s movable
- You can discharge materials at any height
Suitable for
Get Senieer’s LHY moveable lifting column for your pharma, food, or chemical industry!
And since it’s not fixed, you can use it with more than one process equipment, or with machines in other rooms.
You can learn more about the LHY lifter here, or buy the column lifter today by contacting us.
1.5 LHC Fixed Lifting Column for drums
Senieer’s LHC Fixed lifting column is fixed on your factory floor using nuts. It has a maximum lifting weight of 300kg, which exceeds that of the moveable drum lifting column.
It combines both hydraulic & pneumatic systems to lift, invert and discharge contents from drums into process equipment such as the capsule filling machine, tablet press, IBC bins, mills, v-blenders, packing line hopper, among other equipment.
Our LHC models include the LHC-50, LHC-100, LHC-150, LHC-200, and LHC-300. Their rated lifting range is from 50kg to 300kg.
Main features
- Key components are the hydraulic system, control system, rotary motor & fork, lifting part, base & post cover.
- Adopts 304 stainless steel for the frame structure, and 316 steel for product contact surfaces including the cone
- Pneumatically controlled butterfly valve that can be powered by an independent pressurized air supply system
- Electrical supply of 480V, 3 phase, but we can customize the electrical supply based on your requirements
- cGMP compliant
- For applications where hydraulic systems are not allowed, it can be made fully pneumatic though the lifting weight will be restricted
- Though developed in China, it adopts the best international advanced technology
- Discharge valve with anti-misoperation device
How does the LHC fixed column lifter for drums work?
You reel in the loaded drum on its cart and attach it to the conical hopper using the clamps. Once it’s securely connected, you press the lifting button from the control panel to raise it.
Before it reaches the column’s full height, preferably at its mid-way point, you invert the drum at 180 degrees, before raising it again to the column’s maximum height.
Next, you turn the drum either right or left to align it to the charging equipment. Once the two pieces of equipment are locked in place, you open the butterfly valve to discharge the drum’s contents.
Advantages
- Strong structure that can withstand heavy continuous use
- It’s easy to operate and stable requiring little maintenance
- There no protruding bolts, dead angles or corners
- Offers great cleanability since all exposed surfaces are made from stainless steel and can be washed down.
- Surface finish that meets GMP standards
1.6 LHB Pharma Lifter Between Floors
Pharma facilities usually adopt single-floor, two-floor or multiple-floor configurations. Though multi-storied processing plants are expensive to build, they offer more space than single-floor setups. And processes can be split between them.
Moving materials from one process equipment to another will be delegated to IBCs (intermediate bulk containers). So when the receiving equipment is on different floors, you’ll need the pharma lifter between floors.
Senieer’s LHB Pharma lifter can be customized based on the design of your factory. And you can also use it to convey pallets, drums, bags, etc.
Main features
- Capable of a maximum load of 2000 kg
- Customizable lifting height, table size, weight, and overall dimensions
- The lifting device is powered by a hydraulic system
- Adopts telescopic lifting mechanism
- Interlocking system for IBCs, and guard rails can be installed on a lifting platform
- Floor alarm system
- Precise height positioning
- Anti-fall mechanism
- cGMP compliant and CE certified
How does the LHB Pharma lifter -between floors work?
You push a loaded bin into the lifting table, then close the interlocking safety system to securely hold the IBC bin during lifting.
From the control panel or by remote operation, you raise the platform by pressing a button.
The platform rises to the next floor. There, a second operator opens the main platform door, and the interlocking guard door to pull out the bin.
After the product transfer is completed, the bin is locked in place, and the lowering button pressed to finish the process.
Advantages
- High precision
- We can customize it fully based on your requirements
- Stainless steel used on frames to make it resilient
- PLC control or button control
- Multi-level customization available
- It’s stable with long operation times before maintenance
- Easy to load bins, drums, pellets
- Cuts back on the labor required, time, energy and increases productivity
Suitable for
With our LHB between floors lifter, you can perform granulation or blending on the top floor, and packaging or tableting on the lower floor. It’s also suitable for food or chemical industries.
Conclusion
why should you choose Senieer?
Good question…
We handle each of our orders with a lot of care, focus & attention!
Seasoned and experienced engineers will assemble your lifting column. They’ll use the best components from famous brands. And ensure that your product is built to last.
Our ultimate aim is to increase productivity in your plant. And forge a great on-going partnership where each side benefits.
Send a quick quote now!