






Key Points Of This Chapter
In addition to the traditional understanding of granulation, top spraying can also be used for coating some products. However, this kind of coating, unlike the conventionally understood bottom spray coating, cannot fully achieve functional coating, but plays a certain role. barrier, and cannot achieve precise coating. The most suitable process for top spray coating is the hot melt process, because it can work when the product temperature is closest to the melt condensation temperature.
Wurster coating is the most classic coating, which can realize film coating, functional coating, drug application, etc. This chapter describes in detail the control points and influencing factors of Wurster coating.
In addition to Wurster coating, this technology has been upgraded to Precision coating, FlexStream side spray coating, etc.
Chapter 7 Coating
01 Introduction
In order to achieve different purposes, such as taste masking, moisture-proofing or improving the release properties of dosage forms, granules or pellets need to be coated. Fluidized bed coating offers the possibility to modify and improve particle properties (such as surface properties) in a single unit operation. The quality of the coating depends largely on the statistical residence time of the granules in the coating area. This is done by placing the nozzles in the fluidized bed unit from the top (top spray), from the bottom (Wurster technology), tangentially (like a rotating fluidized bed module) or from the side (like a FlexStream module).
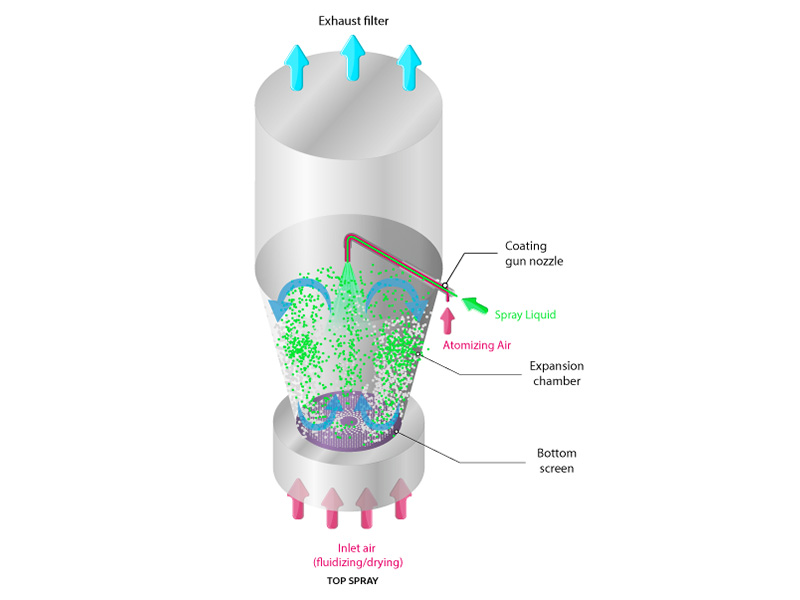
02 Top Spray Coating
Top spray coating is similar to top spray granulation. granules circulate within the bed, but compared to traditional Wurster technology with columns, the circulation of granules within the bed is less orderly and more chaotic. The coating liquid is always sprayed downward from the top of the bed. The advantage of this is that the nozzle can be removed if it becomes clogged during operation. This technique is rarely used for sustained-release or enteric coatings because the circulation of granules is less orderly. Moisture-proof films and cosmetic coatings are common applications. Top spray coating has also been successfully used for hot melt (solvent-free) coating. Top spraying is most effective when the coating liquid is an aqueous solution, latex or hot melt adhesive. However, top spray is not suitable for extended-release dosage forms that require precise reproducibility or for enteric coatings using organic solvents.
One of the main advantages of top spraying is the large production capacity, which can reach 1500 kg, while the capacity of the production Wurster coating system is 600 kg and the capacity of the rotating fluidized bed module is only 250 kg. Second, production-type top sprays typically have only one nozzle and one pump, whereas the largest Wurster modules have seven nozzles and ideally require seven pumps (one for each column), and rotating fluidized beds have three or more Nozzles and pumps. Therefore, there are fewer variables to consider with topblasting than with other methods. In addition, overhead spray units require less cleanup and downtime between batches.
A major consideration is the product. Almost all film formers will enter a viscous stage before drying, which is the main cause of caking. Separation of small granules by air suspension results in coating with little or no agglomeration, but the finer the substrate, the more difficult dispersing coating becomes. Adding additives such as talc powder to the coating solution can reduce the viscosity of some film-forming agents. Generally speaking, film formers sprayed from solutions are most susceptible to particle aggregation, while latex (or pseudo-latex) and materials sprayed from hot melt adhesives may be less troublesome. The difference in film quality produced by the three fluidized bed coating processes was more pronounced when using an organic solvent system (as opposed to an aqueous dispersion latex system). The latent heat of evaporation of organic solvents is generally lower than that of water. Therefore, spray drying is more problematic with top-spray coating processes that use organic solvent systems rather than aqueous systems.
Fluidized Bed Hot Melt Coating
Top spray coating is most suitable for hot melt coating because it works when the product temperature is closest to the melt condensation temperature. Selection criteria for coating materials include their substrate release properties, melting point, melting range and viscosity in the ideal environment. Generally, the melting point of the coating material should be below 85°C. The melt maintains a constant temperature during use, generally 40-60°C higher than its melting point. This means melt temperatures can be as high as 140-150°C, which requires special handling challenges such as storage, delivery and equipment modifications. A triaxial nozzle equipped with hot atomizing air and an insulating rod will ensure that the molten fluid is delivered to the fluidized matrix granules.
The coating material is melted by heating and sprayed onto the granules, and solidified directly with cold air instead of drying. This gives hot melt adhesives several important production advantages: short processing times, no particle shrinkage, no drying steps, low energy consumption, no use of solvents, i.e. low cost, flexibility and consistency.
A series of carefully designed experiments were conducted in a pilot plant with a 20 kg product capacity to investigate the effect of process variables on the efficiency of hot melt coating of cefuroxime axetil stearate. The results show that higher productivity and lower operating costs can be obtained by adjusting the fluidizing air flow rate by taking into account changes in the amount of material in the device and changes in particle end velocity during the process.
03 Wuster Coating (Base Spray)
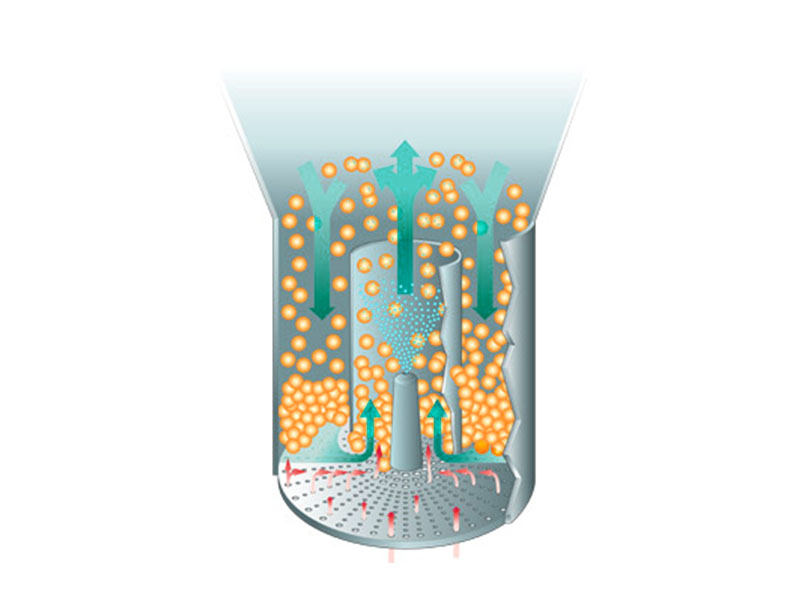
In the Wurster process, the product flow within the equipment and in and out of the coating area is well controlled. Fluidized gas is fed into the conical bottom of the bed, and under the right conditions, forms a spout or central core in which solids are stripped from the dense annular bed and dragged into the upward-moving central gas core, The liquid spray contacts the solid bed material as it passes through the spray zone. After contact with the particle surface, the droplets spread over the particle surface and partially cover the solid surface. The repeated movement of the granules through the coating area allows for continuous coating of the material, resulting in a smooth and uniform coating. The Wurster coating process is a complex process with many interrelated concurrent processes. Due to the complexity of this process, considerable effort should be devoted to the optimization of process parameters during the early development stages.
Four different areas can be identified inside the device: upper bed area, expansion chamber, lower bed area and horizontal conveying area. The size of these areas is determined by the size of the coating device.
During the coating stage, several processes occur simultaneously, namely: atomization of the film solution/suspension, transport of the film droplets to the substrate, adhesion of the droplets to the substrate, film formation, coating of the substrate and film of dryness. In coated granules, aggregation must be avoided. In order to avoid aggregation when granules collide and rebound, the kinetic energy of particle collisions must exceed the viscous dissipation in the liquid and the elastic loss in the solid phase.
Airflow is critical to the Wurster process. Depending on the size, shape, density and surface area of the granules, airflow must be sufficient to maintain the pressure drop across the coating zone; it may increase as the granules being coated become heavier. The gored area is the most difficult to control because this is where the coating occurs. The product flow in the upper bed area is a vertically weakened pneumatic conveyor. The air transport is controlled by the upper bed fluidization air volume. For dense granules, fluidization plugging is a common problem in this area. The terminal velocity of the granules depends on the height of the expansion chamber.
Preheat the system without product, and the inlet air temperature is about 60°C, which usually provides a good environment for coating. Depending on the product and coating solvent used, the exhaust temperature should be maintained at approximately 40°C. This process can be controlled by the air inlet temperature or the exhaust temperature.
The Wurster process is an excellent process for coating drug solutions/suspensions followed by polymer coating to produce release-modified pellets.
Operating the Wurster Coating Machine
When operating a Wurster-based fluidized bed coating process, several balances should be controlled. The product must be circulated through the instrument sufficiently, but not too quickly. This means: the upper bed airflow speed should be higher than the minimum plug breaking speed, but not too high to avoid product wear. Controlling fluidization depends on product load, inlet gas flow and Wurster column height. By controlling these three parameters, proper circulation of the product is ensured. Control can be achieved by measuring the pressure drop within the cell. The airflow velocity in the expansion chamber and lower bed should be lower than the minimum fluidization velocity.
The spray speed of the coating liquid must be adjusted for the following four aspects:
(1) Drying capacity of the lower bed area.
(2) Movement of the product in the bed area.
(3) When using solvents, the lower explosion limit of the upper bed and expansion chamber areas.
(4) The injection speed is crucial. An established balance must be maintained between the application of coating materials and the rate of evaporation or drying. Spraying should begin slowly and should increase to the proper balance after a film has formed on the granules. Spraying too slowly may result in spray drying, clogged nozzles and extended process times.
Droplet size in the spray must be within the following limits:
(1) The coating is fully spread on the surface of the wrapped product.
(2) Before impacting the product, the coating solution is slowly dried to ensure proper film formation and avoid spray drying.
Equipment setup for Wurster coating is critical. Ensuring the following will help avoid problems along the way:
(1) Check whether there are chips inside and at the bottom of the collection bag (single shake or double shake). Make sure the filter frame assembly does not leave any gaps when raised and that the seal is evenly inflated.
(2) Ensure that when the filter frame assembly is raised, the seal is seamless and the air is evenly inflated.
(3) During the process, nozzle injection tests are required under different atomization pressures to ensure smooth and uninterrupted fluidization.
(4) Make sure the nozzle is located in the center of the column to prevent the spray from hitting the wall of the column.
(5) Wurster inserts multiple nozzles, and each nozzle should be at the same height within the column.
As the product scale increases, the air distributors under the column and under the bed area need to be selected to obtain optimal movement of granules through the spray area.
Wurster technology provides excellent heat and mass transfer within the product bed, resulting in uniform coating. However, its efficiency for powder coating is limited due to the tendency of fine granules to agglomerate during the coating process. The substrate is circulated through various areas of the fluidized bed in a fountain-like manner. Each area can lead to agglomeration if process conditions are not ideal. Since the invention of Wurster base spray coating, several modifications have been attempted to improve the coating process of base spray air suspended granules.
04 Precision Coating (Base Spray)
One of the improvements to the traditional Wurster coating machine is the Precision coating machine, which uses improved air distribution patterns to improve the Wurster coating process. It has a vortex accelerator under the air distribution plate, which rotates and accelerates the processing air to transfer rotation and high speed to the substrate when it passes through the partition. A double cylindrical insert with a narrow top opening is placed on the air distribution plate. The central part to accelerate air intake. This plug-in is called the Vortex Accelerator plug-in.
05 FlexStream Coating System (Side Spray)
The FlexStream processor is a modified side-jet fluidized bed processor with linear amplification. In this processor, rotating fluidizing airflow is generated by fish scale plates. Rotating airflow is capable of rotating around a central axis, and various studies have shown that it can improve heat transfer and increase drying efficiency during fluidized bed coating compared to non-rotating airflow. Another important feature of the processor is the low-pressure side-jet wrap airflow, which is extracted from the inlet plenum and conditioned in the same manner as the fluidizing airflow. This airflow can extend the reach of the liquid spray into deeper areas of the particle bed, creating a particle-free zone around the nozzle, thereby preventing the liquid spray from locally overwetting the granules. Xu et al. explored the feasibility of using the FlexStream processor module to coat irregularly shaped drug granules with a wide size distribution and evaluated the coating uniformity and taste-masking efficiency of the granules.
06 Rotating Side Jet Fluidized Bed Coating
The production of denser granules was the original application for rotating side-jet fluidized bed processing modules. However, the technology can now be used to produce highly potent pellets by distributing the drug from a solution or suspension onto inert granules. Subsequently, the same equipment can be used for controlled release coating. The physics of this processing technology are completely different from those of bottom injection, with the production movement provided by a motor-driven rotor disc. By determining the rotor speed, a uniform statistical residence time is guaranteed. The coating material is sprayed simultaneously inside the rotating product. Different manufacturers introduce rotating modules with different designs, for example, units with inner walls.
These modules utilize a variable speed rotating disc at the base of the bed. Fluidizing air flows upward through the bed of solids between the edge of the disk and the walls of the bed. The combined action of fluidizing gas and rotating disks circulates the bed solids. One disadvantage of rotating side-spray coating is the strong mechanical forces that can be generated during the process. Such forces are beneficial during granulation as they provide good mixing, but are undesirable during coating as they can lead to cracking of the substrate. However, this high kinetic energy makes packaging very small granules somewhat difficult and is often destructive for larger non-spherical products. The film quality obtained by rotary side-spray coating has been shown to be comparable to that obtained by the bottom-spray process.
A significant advantage of rotary side spraying compared to top or bottom spray processes is that a powder feeder can be connected to minimize exposure of the compound to water or solvents. This technology allows the production of granules with high doses of active substance loading in a relatively short time. To manufacture pellets using these rotor modules, dry powder can be fed simultaneously with the liquid binder solution. With the correct feeding position, first the matrix is wetted with liquid and then covered with a layer of powder. Continuous cycles of wetting and powder layering allow for rapid powder buildup on the substrate solids. This technique is particularly useful when the solute (coating powder) cannot be dissolved or suspended in the liquid or when large quantities of active ingredients must be applied to the substrate. During the drug layering process, the polymer solution is used as a binder while the powdered drug is applied to the substrate granules. High coating quality is achieved through a near-saturation process and spray droplets that are small enough to achieve high spray rates, but not too small to result in incomplete coverage of the core granules.
07 Dry Powder Coating
Dry powder coating is an innovative method for coating solid dosage forms that does not use organic solvents, requires only a small amount of water if required, and has very short processing times.
The dry powder coating process involves the same sequence of steps as traditional solvent-based coating. During the dry powder coating process, the substrate is often heated above the glass transition temperature of the layered material, causing the coating material to soften and adhere to the substrate. The next step is to apply the coating material to the substrate, relying on the adhesion of the formula to maintain the uniformity of the coating during the film formation process. Film formation occurs through processes of evaporation, aggregation, and drying, which are influenced by process and formulation factors. The polymer is applied directly to the dosage form as a micron powder, with or without simultaneous spraying of liquid plasticizer. Dry powder coating formulations are designed to provide the necessary thermal properties. In terms of ingredients, this is achieved by incorporating polymers, plasticizers, opaque agents, colorants and anti-sticking agents. Unlike traditional formulations, higher levels of plasticizer are required to ensure adhesion and film formation. Powder polymer particle coating has several advantages, for example, significant time savings can be achieved by using the polymer as a dry powder rather than dissolving it in a liquid and spraying it, thus eliminating organic solvents, producing little agglomeration, and improving processing yield and reduce wear. Terebesi et al. coated drug-loaded pellets with different solubilities. Ethylcellulose (7 and 10 cp viscosity grades) and acrylic resins are used for dry powder coating of fluidized bed granules. Film formation and prolonged drug release were achieved with ethylcellulose, a polymer with a high glass transition temperature (Tg).
08 Characteristics Of Coating
The relationship between film thickness and particle size distribution or any other particle property is very important. The rate of drug release from the granules is controlled by the thickness of the film. The coating process in a layered state helps to find the best process conditions to obtain the best coating quality. Coating quality can be described by the uniformity of coating thickness and the porosity of the coating. The use of small droplet sizes results in high spray rates required to achieve high coating quality. However, the droplet size should not be too low as this may result in incomplete coverage of the granules.
Modification of process parameters such as atomization pressure and fluidization air volume, although in some cases slightly reducing the degree of change in film thickness, will also affect the quality of the formed film, including surface morphology (monitored by scanning electron microscopy), Solubility (monitored by energy dispersive X-ray spectroscopy) and properties (monitored by dissolution) of core ingredients. Coating thickness uniformity can be quantified by the minimum coating thickness and the span of the coating thickness distribution. A wide span of coating thickness distribution will result in large changes in coating transmission properties, which is particularly important for coatings used for controlled release purposes. The presence of film thickness variation and its effect on the solubility of coated granules in bottom spray mode, coupled with the potential for segregation of granules of various sizes in a free-flowing particle system during the coating process, indicates the need for optimized granulation process to limit the extent of variation in starting product particle size. Free-flowing granules of different sizes often separate during processing. If granules of various sizes separate prior to or during encapsulation, products may vary significantly in release rate or solubility. Therefore, it is important to understand the effect of size distribution, surface area, and mass (density) of granules of various sizes dispersed in the bed on film thickness.
09 Summary
Fluidized bed coating offers the possibility to modify and improve various properties of the core granules (such as surface properties) in a single unit operation. There are many methods for fluidized bed granule coating. The top spray coating process is simple and does not require any additional modules, but it has limitations on the particle size and uniformity of the coating. Therefore, for controlled release formulations, top spray coating is not a suitable option. Hot melt coating can use top spray, but requires considerable modifications to the equipment and solution delivery system. For drug solution/suspension dispensing, Wurster technology has proven to be the first choice for over 30 years, and the technology has become widely recognized in the industry. Powder coating is an excellent technology where a rotating side-jet fluidized bed module provides a rapid method of producing granules. Uniform coating quality is crucial, which requires the particle size, porosity and particle density of the substrate granules to be as uniform as possible. The choice of these technologies depends on the desired quality attributes of the final dosage form.
