








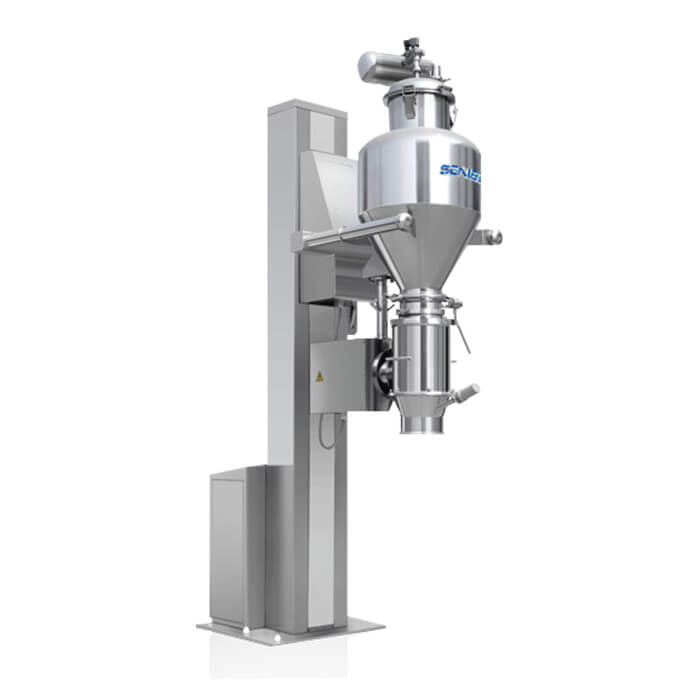





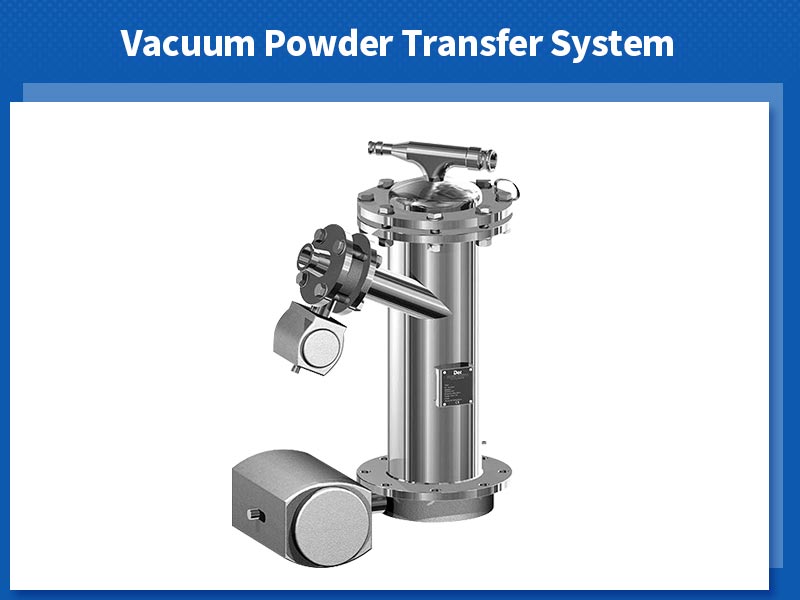
The vacuum powder transfer system is a vacuum conveyor which moves granular powders or fine, loose, and free-flowing materials through a vacuum in closed pipe lines.
To understand how the vacuum works with powders, we need to discuss two different types of vacuum:
Present vacuum
The level of vacuum that can be produced by a vacuum pump. This type of vacuum only affects loose particles weighing less than 0.2 grams each and forces them to move toward the region of highest pressure (i.e., the vacuum source).
In other words, the present vacuum would remove as much air from between particles as possible but will not remove air from inside individual particles. For example, if there is an obstruction in the line or on top of the powder surface then it will remove air from around the obstruction but will not vacuum inside of it.
Path vacuum
The vacuum created by the vacuum pump on one end of an enclosed pipeline transfers to the other end of the pipe and, as particles pass through, are pulled toward that vacuum.
This vacuum is also known as a ‘path’ vacuum because it is created by passing a small amount of gas or air (known as the carrier) through a pressurized pipe which is attached to another larger or main (vacuum) pipe.
As this carrier travels along its path, it pulls behind it all other gas in the system including any present vacuum caused by obstructions such as elbows.
This means at any given time there is less gas pressure in front of the vacuum carrier and more behind it. This vacuum pressure differential continuously pulls the particles along as they move down the pipe line.
Working mechanism
![]()
As a vacuum powder transfer system uses vacuum to create a smooth flowing vacuum conveyed flow of materials that can carry heavier material loads than conventional suction or gravity fed systems.
The first vacuum is created by a vacuum pump which creates a present vacuum over the total length of pipe required for conveying process. The second vacuum is created during transport from one end to another end of the pipe line through an enclosed pipe line (pipe & fittings).
The transfer is effected using nonvolatile gas like Nitrogen or Argon which will pull any other atmospheric gases (air) inside the particle surface because of density difference.
Sectional vacuum powder conveyors consist of multiple vacuum tanks known as vacuum chambers. These chambers are arranged in either a straight or serpentine configuration having different lengths & diameter pipes to achieve desired vacuum level. The arrangement provides ideal conditions for vacuum transfer.
Each vacuum chamber consists of a single vacuum tank with an internal pump and valve system, exit point, and interconnecting pipe lines with individual vacuum tanks.
This design and arrangement of the chambers allow continuous operation by automatic switching on/off mode for all pumping units based on the need to achieve higher efficiency over the entire system.
In this way, only those pumps required to maintain vacuum level are running & as the vacuum transfer process progress, the vacuum pumps required for the next vacuum chamber will come on.
This will helps in reducing the energy consumption up to 30% as compared with conventional vacuum systems that use only a single vacuum pump for the entire system’s operation.
The entire vacuum transfer system is controlled by PLC based controller unit which connects directly to each tank through a dedicated control panel & valves that can be operated via external switches or sensors.
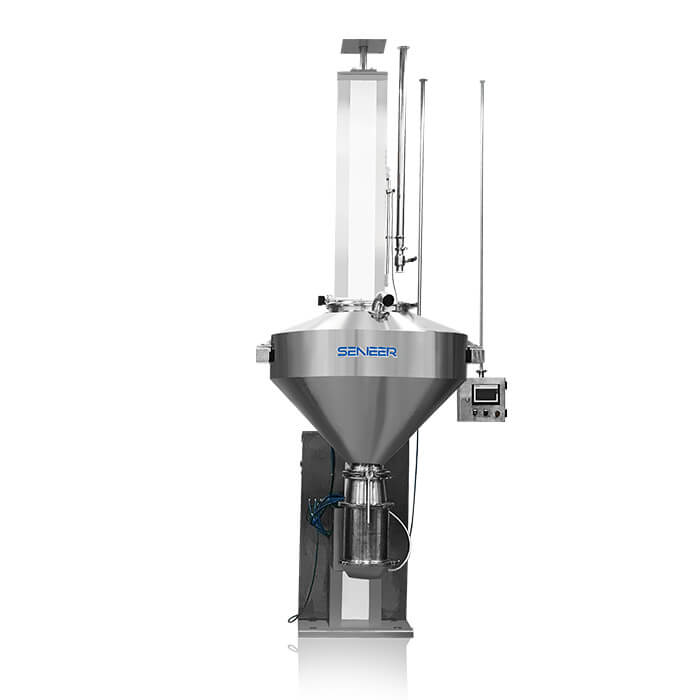
Power supply
The main source of energy in the vacuum process is the vacuum pump that pulls air from within the vacuum path to create the vacuum level required for vacuum conveyed material’s movement. The excess power consumed is due to friction loss inside the vacuum piping system, vacuum chambers, and interconnecting pipelines.
Vacuum powder transfer devices are consisting of multiple vacuum chambers and interconnected pipes & fittings. Each vacuum chamber will be provided with an individual permanent vacuum pump so that it can maintain preset vacuum levels at needed points of time.
![]()
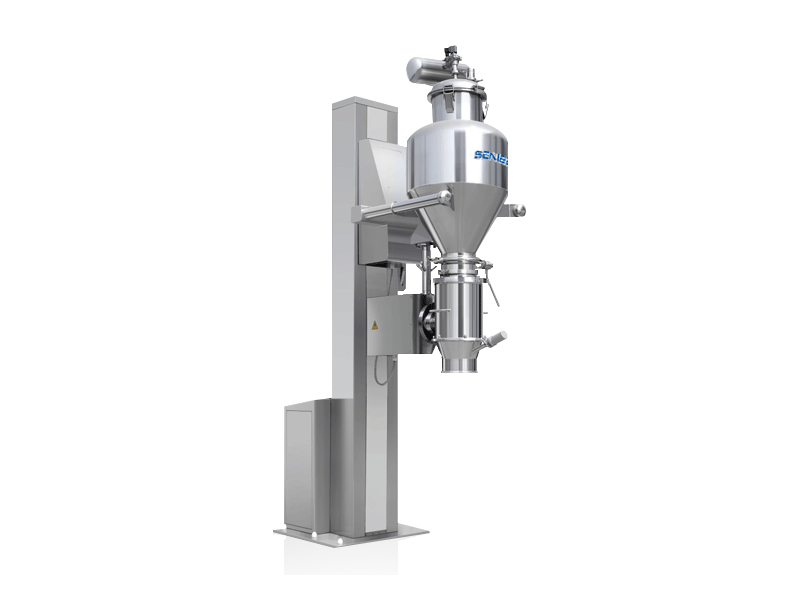
A vacuum powder transfer system comprises of different parts and components. Each part has a special role that it plays for the whole system to function perfectly. Let’s look at each part and the role that it plays.
Suction device
The suction device is responsible for blowing a vacuum in the system. It comprises one or more blowers that blow the air out from the system and create negative pressure. The suction device ensures that there is no accumulation of powder in between two points.
The suction fans are fixed at different locations determined by their operational requirements like reduced temperature, the flow of product among others.
Vacuum pump
Vacuum pumps are used to generate a vacuum in the system. Vacuum pressure controls the rate at which solids and water vapor leaves a product or dry solid matter leaving it behind due to low moisture content.
A vacuum pump produces a negative pressure to suck up powders from the storage container to transfer into a final container where it’s ready to be used.
A vacuum pump comprises of shell side where tubes are installed internally through which vapors pass from the bottom upwards towards the top end of the shell.
The fluid passes out to different points like a purifier, boiler, evaporator via distributors at the base end depending on the required setpoint value feeding back to the process.
Material Discharge
The vacuum powder transfer system uses a material discharge unit to throw out materials that are positioned in the retainer. This is usually installed on multi-component dispensing systems.
![]()
Material level sensor
The main function of this component is to sense the level of material in the hopper. This will keep the system from overfilling and cause a spill around the mixing vessel. Many systems can be used to sense the level of material, air-float systems, water buoyancy sensors, etc.
Powder Inlet
The powdered substance is added to the vacuum system through this element. It also keeps an eye on the powder flow rate for the best performance.
Material Mixer:
The rotating disc inside the mixing bowl revolves at high RPMs for effective mixing of materials without producing any lumps or cracks. The mixer ensures that all the particles that make up the powder are uniformly shaped and sized for easy transportation.
Storage Containers
These storage vessels store bulk quantities of powder until the vacuum powder transfer system is used to suck them up. The storage tank has a lid that keeps it from spilling any powder during transportation.
PLC Control system:
PLC control systems are used to automate the process of vacuum powder transfer and ensure that it’s done correctly. The control system determines various variables such as pressure and vacuum level to create a system that functions properly. They affect the overall operation and performance of the powder transfer system.
![]()
There are several technical specifications that you should know when buying a vacuum powder transfer system. These specs determine the overall performance of the powder conveying system.
Some of the key technical specifications that you should know include:
*Conveying distance: This is the total distance that the powder is expected to cover in the vacuum powder transfer system. This distance is usually measured in meters.
The longer the conveying distance, the higher will be the pumping rate required; a higher pumping rate will translate to higher energy consumption by the pump manufacturer. Due to this reason, you should know how long the powder will need to be conveyed before buying a vacuum powder transfer system.
When looking for a vacuum system supplier, make sure that they specify this technical specification so that you can have an idea of how much energy your powder handling systems are going to consume and decide whether it’s worth investing in them or not.
*Pumping speed: The maximum amount of dry material that can be pumped through a vacuum system within any given period is known as its pumping speed. In other words, it is the maximum amount of material that can be transferred per unit of time.
Usually, this spec is given in terms of kilograms or pounds; larger systems are capable of handling more weight than smaller ones.
*Pumping capacity: The total amount of dry material that a vacuum system can transport through it within any given amount of time is known as its pumping capacity. In other words, it refers to the total amount of material that can be transported by a powder conveying machine.
The greater the piping area (which also increases pumping speed), the higher will be the overall pumping capacity. On average, 1 tonne/hr (1000 kg/h) may suffice for small-scale industrial applications while several tonnes/hour should be considered for large-scale industrial applications.
*Installation requirements: Powder vacuum systems usually come with their own specific installation and maintenance requirements that need to be considered before setting up a powder conveying system. These specifications include the selection of piping materials, testing and commissioning procedures as well as maintenance guidelines.
Headroom requirements
The headroom required for a vacuum conveying system is defined as the vertical distance between the center of gravity of its container and its cover plate. It essentially indicates how much clearance should be left above the machine, so that it can run smoothly.
Headroom requirements vary depending on the type of powder handling machinery used in it; you should look for a vacuum conveying system with enough headroom to ensure smooth operation in your industry.
Piping materials
Vacuum powder transfer systems usually come with one or more piping components made out of different materials such as steel, stainless steel, aluminum, etc.
Sometimes they are manufactured directly from special plastics known as thermoplastics or thermosets, which are capable of being processed at very high temperatures without losing their properties and strength.
These piping materials also vary in terms of resistance to both heat (thermal) and cold (cryogenic), i.e. they can work well at room temperature as well as at very low temperatures such as -184 degrees Celsius (-300 degrees Fahrenheit).
Would you like to have a customized vacuum powder transfer system? It is recommended that you submit these technical specifications to potential vacuum system suppliers so that they can quote accordingly.
This will ensure that your investment in a vacuum powder transfer system is worthwhile in the long term.
Vacuum powder transfer system
From this guide, it is clear that a vacuum powder transfer system is a piece of essential equipment that you should incorporate into your business or organization.
If you are seeking to buy the best vacuum powder transfer system, then you should consider getting from a reliable vacuum powder transfer system manufacturer in China. This is the surest way of getting quality equipment at the best price.
At Senieer, we offer a vacuum powder transfer system at affordable prices. We have been manufacturing and supplying the machines globally for several years and our products are preferred by many.
